Содержание
Соединение проводов. Как соединить медь и алюминий
Здравствуйте дорогие друзья! В сегодняшней статье рассмотрим соединение проводов, а вернее узнаем как правильно соединить медь и алюминий. Для электропроводки в квартире в настоящее время повсеместно применяют медные провода.
Сегодня можно встретить алюминиевую электропроводку только в тех местах, где нет выбора кабельной продукции или в условиях дефицита бюджета. Ведь еще каких-то 10-15 лет назад все новые дома сдавались с алюминиевыми проводами и медь использовали только прагматичные состоятельные люди и, разве что, эстеты.
Во время самостоятельного ремонта квартиры, в доме старого жилого фонда у вас может появиться задача правильного соединения медных и алюминиевых проводов.
Что же особенного в соединении медных и алюминиевых проводников между собой? И какие подводные камни могут встретиться на этом пути? Казалось бы, что за проблема? Соединять как обычно и не забивать себе голову. Однако, с такими соединениями все не так просто. Все правила категорически запрещают непосредственный контакт медных и алюминиевых проводов.
То, что в электротехнике нельзя напрямую соединять медные и алюминиевые проводники, не является секретом даже для многих обывателей, не имеющих никакого отношения к электрике. Со стороны тех же обывателей в адрес электриков-профессионалов часто звучит вопрос: «А почему?».
Почемучки любого возраста способны загнать в тупик кого угодно. Вот и здесь подобный случай. Типичный ответ профессионала: «Почему-почему… Потому что гореть будет. Особенно, если ток большой». Но это не всегда помогает.
Так как вслед за этим часто следует другой вопрос: «А почему будет гореть? Почему медь со сталью не горит, алюминий со сталью не горит, а алюминий с медью – горит?»
На последний вопрос можно услышать разные ответы. Вот часть из них:
1) У алюминия и меди разный коэффициент теплового расширения. Когда через них проходит ток, они расширяются по-разному, когда ток прекращается, они остывают по-разному. В итоге серия расширений-сужений изменяет геометрию проводников, и контакт становится неплотным. А дальше уже в месте плохого контакта возникает нагрев, он ухудшается еще больше, появляется электрическая дуга, которая и довершает все это дело.
2) Алюминий образует на своей поверхности окисную непроводящую пленку, которая с самого начала ухудшает контакт, а дальше процесс идет по той же нарастающей: нагрев, дальнейшее ухудшение контакта, дуга и разрушение.
3) Алюминий и медь образуют «гальваническую пару», которая просто не может не перегреваться в месте контакта. И снова нагрев, дуга и так далее.
Что происходит в месте соединения меди и алюминия
Первый из приведенных ответов все-таки несостоятелен. Вот табличные данные по линейному коэффициенту теплового расширения для металлов, применяемых для электромонтажа: медь – 16,6*10-6 м/ (м*гр. Цельсия); алюминий – 22,2*10-6 м/ (м*гр. Цельсия); сталь – 10,8*10-6 м/ (м*гр. Цельсия).
Очевидно, что если бы дело было в коэффициентах расширения, то самый ненадежный контакт был бы между стальным и алюминиевым проводником, ведь их коэффициенты расширения отличаются в два раза. Но и без табличных данных ясно, что различия в линейном тепловом расширении относительно легко компенсируются применением надежных зажимов, создающих постоянное давление на контакт.
Расширяться металлам, сжатым, например, при помощи хорошо затянутого болтового соединения, остается только в сторону, а перепады температуры не способны серьезно ослабить контакт.
Соединение проводов
Вариант с оксидной пленкой тоже не совсем верен. Ведь эта же самая оксидная пленка позволяет соединять алюминиевые проводники со сталью и с другими алюминиевыми проводниками. Да, конечно, рекомендуется применение специальной смазки против окислов, да, рекомендуется систематическая ревизия соединений с участием алюминия. Но ведь все это допускается и работает годами.
А вот версия с гальванической парой действительно имеет право на существование. Но здесь все-таки не обходится без окислов. Ведь медный проводник тоже достаточно быстро покрывается окислом с той лишь разницей, что окисел меди более-менее проводит ток.
Но если соединены медный и алюминиевый проводник, их окислы имеют возможность диссоциации, то есть распада на заряженные ионы. Диссоциация возможна благодаря естественной влаге, которая всегда есть в воздухе. Ионы окислов алюминия и меди, будучи частицами с разным электрическим потенциалом, начинают принимать участие в процессе течения тока. Начинается процесс, известный как «электролиз».
В ходе электролиза ионы переносят заряды и перемещаются сами. Но, кроме того, ионы – это ведь частицы металлов проводников. При их перемещениях металл разрушается, образуются раковины и пустоты. Особенно это касается алюминия. Ну, а там где есть пустоты и раковины, там уже нельзя иметь надежный электрический контакт.
Плохой контакт начинает греться, становится еще хуже и так далее вплоть до возгорания.
Отметим, что чем влажнее окружающий воздух, тем более интенсивно протекают все перечисленные процессы. А неравномерное тепловое расширение и непроводящий слой окисла алюминия – это лишь отягчающие факторы, не более того.
Как правильно соединять медные и алюминиевые проводники
Что же делать когда соединять разнородные металлы действительно нужно? Остается только два пути: соединять через другой металл или устранять образование разрушающей оксидной пленки. В первом случае используются самые различные соединители:
- клеммные колодки без непосредственного соприкосновения разнородных проводников
- защитный слой из третьего металла
- шайбы
- специальные наконечники
Для соединения меди и алюминия используются специальные пасты, которые и защищают контакт от окисления и попадания влаги, препятствуют последующему разрушению контакта.
Соединение проводов, медь с алюминием через шайбы
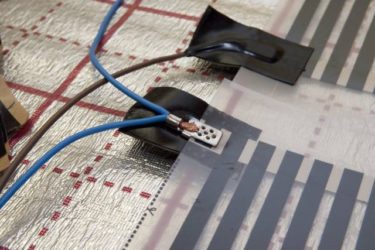
Если для дружбы этих двух металлов нужен третий, то можно один из них залудить. Например луженый медный многожильный провод прекрасно выполнит поставленную задачу при соединении с одножильным алюминиевым. Для конкретной задачи подключения к алюминиевому стояку в подъездном щитке используются ответвительные зажимы (сжимы) с проколами или без, так называемые «орешки».
В них есть промежуточная пластина исключающая непосредственный контакт. Есть экземпляры как с пастой, так и без нее. Для более бытовых задач можно использовать клеммные колодки с перегородками или разными гнездами для проводников из меди и алюминия.
Можно даже использовать обычное болтовое соединение, главное не забыть проложить между медным и алюминиевым проводом шайбу, оцинкованную или из нержавейки.
Удачно сочетают в себе нужные нам свойства — клеммы Wago. У них отдельные зажимы для каждого провода и специальные пасты для соединения с алюминиевыми проводами. Такие клеммы Wago отличаются от чисто медных клемм цветом — они серо-черные. Для применения в домашних условиях, при ремонте старой электропроводки, рекомендуем вам присмотреться именно к ним.
Соединение проводов с помощью клемников WAGO
Если все же придется решать задачу соединения медного и алюминиевого проводов, ни в коем случае не заделывайте на глухо место соединения, например, в стену. Оставляйте такой контакт под присмотром или обеспечьте доступ для профилактического подтягивания контакта или аварийного ремонта, иначе придется ломать стену и переклеивать обои.
Соединение алюминиевого и медного проводов при устройстве новой или ремонте старой электропроводки дело хлопотное и очень ответственное. Соблюдая нехитрые правила можно с блеском решить поставленную задачу.
Будем рады, если подпишетесь на наш Блог!
[wysija_form id=»1″]Источник: https://powercoup.by/stati-po-elektromontazhu/soedinenie-provodov
Припой не прилипает к проводу
Не прилипает к паяльнику припой? Это проблема не только новичков, но и специалистов с опытом. Единственного универсального преодоления этого препятствия в работе нет. Причины такого неудобства, как и способы его устранения могут быть различными. Ограничимся кратким их перечислением. А попавший в подобную ситуацию мастер уже самостоятельно подберет способ, подходящий к его случаю.
Возможные причины отсутствия прилипания припоя:
- грязное жало паяльника;
- грязная канифоль;
- перегрев или недостаточный прогрев рабочей части паяльника;
- плохое качество припоя;
- отсутствие флюса при пайке;
- неправильно подобран флюс и припой;
- пайка на улице, на сквозняке;
- отсутствие прогрева металлического изделия перед пайкой;
- случайное касание горячим жалом какого-либо пластика;
- нагар и химические окислы на поверхности жала;
- недостаточная концентрация самостоятельно приготовленных жидких флюсов;
- малая мощность паяльника.
Для механической зачистки медного жала подойдет любое народное средство:
- нож, скальпель;
- напильник, надфиль;
- наждачная бумага, полировальная шкурка;
- металлическая щетка;
- швейная игла;
- насадка для бормашины.
Для очистки от нагара подойдут:
- бумага;
- вата;
- ветошь;
- губка;
- поролон;
- канцелярский ластик.
Списки не полные, можно экспериментировать.
Чтобы хорошо залудилось медное жало надо удалить окислы с его поверхности. Этот химический способ очистки хорошо выполняется со средством «Оксидал». Разогретое жало просто помещается в него и меняет свой вид буквально на глазах. После чистки паяльник протирается влажной губкой или поролоном.
Полезной является легкая проковка съемного медного жала. Металл будет плотнее, что замедлит и уменьшит процесс его обгорания.
Жало рабочего паяльника не обязательно изготавливается медным. Все чаще производители предлагают варианты паяльников, в которых используется необгораемое «вечное» жало. Его чистка от грязи, излишков припоя и нагара исключает классические варианты с применением напильника и наждачной бумаги. Чистка возможна двумя способами:
- специальной губкой, именно для этого и предназначенной;
- латунной стружкой – жало становится идеальным после нескольких маканий в емкость с ней.
Экономный вариант предусматривает замену специальной губки на посудную из целлюлозы, а стружки латуни – на густую и плотную кухонную металлическую (в идеале – медную) мочалку.
Для регулировки мощности и, соответственно, температуры рабочей части жала паяльник подключается через лабораторный автотрансформатор. Без него можно поэкспериментировать со сменными жалами разной длины. Чем оно длиннее, тем ниже температура на его конце. И наоборот.
Иногда избежать проблем с прилипанием припоя помогает активатор для жала. Эта смесь без свинца и галогенов по своим заявленным характеристикам защищает и продлевает жизнь жалу, а также восстанавливает его смачиваемость материалом припоя. Обратите внимание – активатор не гарантирует очистки жала, а защищает его поверхность от образования вредных окислов и нагара.
Если производитель решил сэкономить и умышленно завысил процентную долю свинца – имеем более тугоплавкий припой с низкой текучестью, а возможно и не пригодный для пайки.
Устранив препятствие и окончив пайку не забудьте, что жало паяльника после работы обязательно должно быть очищено и залужено. Чистый и ухоженный, всегда готовый к применению инструмент – лицо мастера.
svarkagid.com
Почему припой не держится на паяльнике?
Этот вопрос возникает у многих новичков. Ведь почти у каждого начинающего пайщика был случай, когда все разогрето до нужной температуры, но нет ни какого взаимодействия между расходным материалом и инструментом. Иногда это проходит путем небольшой поправки параметров рабочего процесса, но порой нужно применять боле сложные методы.
Первой и основной причиной, почему паяльник не берет припой, является недостаточное количество требуемого флюса. Именно это главная ошибка новичков.
Флюс может вовсе отсутствовать, что легко исправляется его включением в рабочий процесс, и тогда какой бы высокой температура инструмента не была, он не сможет отделить часть расплавленного металла. Но может случиться, что флюс все же применяется, но его количества не хватает, чтобы припой остался на жале.
Для этого нужно обильно смазать как само жало, так и припой. Для этого достаточно просто мокнуть разогретое жало в канифоль или другой подходящий флюс.
Более сложной проблемой является неправильный подбор дополнительных расходных материалов. Различные виды припоев для пайки требуют различных марок флюса, которые будут подходить им по составу. Здесь уже нужно смотреть, какой вариант больше подходит для конкретной используемой марки. В особенности это характерно для металлов, которые сложно поддаются спаиванию. Для них требуются специальные заводские флюсы, которые делаются под определенную марку припоя.
Еще одной причиной, почему не прилипает припой к паяльнику, является перегрев самого инструмента.
ли он высокой мощности. К примеру на 25 Ватт, то очень часто такие модели перегреваются, если включены напрямую в электрическую сеть.
Чтобы урегулировать это, требуется использовать подключение через диод с тумблером или регулятор. Тогда вязкость материала будет нормальной, чтобы он схватился с поверхностью наконечника. Также можно подобрать более слабые модели паяльника.
Но это может привести к другой проблеме, описанной ниже.
Схожей проблемой, почему припой не липнет к паяльнику, является недостаточный нагрев. Когда паяльник слишком слабый или еще не успел прогреться, то он не сможет достичь нужного значения температуры, чтобы расплавить материал. Нужно знать, какая температура плавления припоя в конкретном случае, чтобы подобрать инструмент достаточной мощности, либо же дождаться, пока полностью прогреется имеющийся. Это также распространенная проблема в домашних условиях, где наблюдается ограниченность в техническом плане.
Очередной причиной почему припой не держится на паяльнике, является использование старого инструменты. Медь, из которой делается жало, со временем покрывается разнообразными окислами, хотя и не так сильно, как другие металлы. На ней даже может виднеться желтоватый налет, занимающий всю поверхность либо одну его часть.
о сильно ухудшает степень взаимодействия с другими материалами.
Таким образом, даже при наличии нормальной температуры разогрева и достаточного количества флюса, процесс схватывания все равно может не выполняться. Чтобы исправить эту ситуацию, нужно зачистить поверхность инструмента механическим способом и при помощи растворителей. Обработка наждачной бумагой и каким-либо раствором, снимающим пленки и жировые покрытия, сможет вернуть паяльнику былое состояние.
После этого его следует залудить и дать ему прогреться, после чего можно приступать к работе.
svarkaipayka.ru
Основные причины
Оловянно-свинцовый (самый распространенный) припой плавится при температуре 250-300 ℃, и такой температуры вполне достаточно для работы.
Если в какой-то момент жало разогреется сильнее, то и припой и флюс, находящиеся на нем, могут просто сгореть, оставляя неприглядные следы своего присутствия.
Вдобавок медь, из которой изготовлено жало, от перегрева начнет окисляться и на поверхности появится тончайшая пленка оксида меди. Из-за нее и не прилипает припой, да и оставшийся на жале «шлак» совсем не прибавит «липучести».
Итак, основных причин того, что припой не прилипает или не держится, две. Первая – загрязнение жала, вторая – окисление. Если их устранить, то работа пойдет, как по маслу.
Правильная подготовка к работе
Непосредственная подготовка инструмента к пайке заключается в проведении работы по лужению. Ведь именно к нелуженому металлу не прилипает паяльный материал.
Лужением называется покрытие поверхности тонким слоем олова.
Кстати, точно также готовят к пайке детали. Как же облудить паяльник? Да очень просто. Только залудить надо не весь инструмент, а лишь его жало.
Сначала необходимо очистить его механическим способом. Для этого подойдет напильник или наждачная бумага. Чистить нужно тщательно, не оставляя бороздок и царапин, в которых могла бы остаться окисная пленка. Конечно, паяльник при этом должен быть холодным.
После тщательной очистки, надо покрыть рабочую поверхность слоем флюса. Если используется жидкий состав, то он сразу же после очистки наносится кисточкой, если используется твердая канифоль, то паяльник необходимо погружать в нее по мере нагрева жала.
Не надо ждать, когда паяльник нагреется, потому что на воздухе неизбежно образуется оксидная пленка, которая опять помешает припою прилипать. Перегрев –причина того, что медный наконечник не лудится.
После того, как паяльник разогреется до нужной температуры, жалом надо прикоснуться к припою и потереть. Можно растереть припой при помощи щепки из твердого дерева – березы или дуба. При этом нельзя допускать перегрева паяльника.
К правильно облуженному паяльнику припой отлично прилипает и не лежит на нем комками или каплями. Он равномерно покрывает медный наконечник и спокойно покидает его, когда нужно.
В случае никелевого покрытия
Часто для пайки используются паяльники с так называемым «вечным жалом», покрытым тонким слоем никеля. Почему-то считается, что оно не лудится. В самом деле, кому придет в голову счищать наждачкой никелевое покрытие?
Тем не менее, приходит время и становится заметно, что припой-то не держится! В лучшем случае прилипает маленькими каплями. И что же делать? Ответ тот же – лудить!
Причина часто заключается в том, что жало грязное. Для начала все же стоит убедиться, что никелевое покрытие не повреждено.
После этого нужно убрать нагар. Сделать это можно на слегка нагретом паяльнике влажной тряпкой, сложенной в несколько слоев.
Дальнейшие действия такие:
- сразу после удаления нагара жало необходимо опустить в баночку с канифолью, в которой предварительно поместили кусочек припоя;
- паяльником необходимо расплавлять канифоль вокруг припоя, чтобы тот утонул;
- под слоем жидкой горячей канифоли прикоснуться к припою. Он тут же покроет всю рабочую поверхность жала.
Лучшим способом избежать ситуации, когда припой не прилипает, является недопустимость перегрева жала.
Профилактика всегда была самым действенным средством. Если нет возможности приобрести инструмент с регулировкой температуры, можно приобрести диммируемый регулятор напряжения или изготовить его самостоятельно. Если следить за температурой нагрева, то лудить паяльник придется гораздо реже.
svaring.com
Вожу пальником также, как водят паяльником на ютубе, но результат «как на ютубе» не получается. В чем может быть причина?
Если провода перед скруткой надо заранее покрывать припоем, так на видеоролике я этим занимаюсь с 1:30, однако припой к проводу не липнет.
Может паяльник слишком мощный 80вт и провод обгорает быстрее чем прилипает припой? Однако применение паяльника 25вт заместо 80вт, показало, что скрутка вообще не прогревается, припой прилипает только за счет того, что провод холодный. Если двумя пассатижами раскручивать припаянную скрутку, то припой отскакивает от меди и пайка вообще не держит. (этот момент я на видео не снял, так как работая двумя пассатижами под потолком, не во что взять смартфон).
флюса беру достаточно, видно, что паяльник аж дымится,
припоя на паяльнике держится тоже достаточно, в начале ролика видно, что капля постоянно соскакивает и никак не прилипает к скрутке.
—————————————————————————————
PS
Тот кто в ПУЭ запретил скрутку, а разрешил пайку был ещё большим вредителем, так как из ролика видно, что пайку (в отличии от скрутки) вообще никак не проконтролировать. Скрутку можно сделать и 3 и 5 сантиметров и это будет служить годы, а пайка не прилипает к меди сразу… неизвестно какое там вообще переходное сопротивление получается.
PS2
за год работы в разных зданиях, я пайку встречал только внутри светильников изготовленных на заводе, пайку в распред коробках не встречал вообще нигде.
Может быть отступить от ПУЭ и перестать паять скрутки, раз они не паяются?
Интересно, а почему они не паяются? В чем может быть причина? (провод 0,5 мм2 во всяких светильниках вполне нормально паяется, я сам чиню светильники периодически пайкой. А вот 2,5 и 1,5мм2 не паяется. Может медь какая-то «не такая», с примесями?)
Благодарю за подсказку.
Государственным зданиям ваш совет пригодится.
Изменено 6 декабря 2017 г. пользователем Мастер Михалыч
velopiter.spb.ru
Источник: https://www.novaso.ru/sovety/pripoj-ne-prilipaet-k-provodu.html
Процессы удаления окисной пленки при пайке

содержание .. 19 20 21 22 23 24
Лекция № 20.
20.1. Классификация способов удаления окисной пленки
При всех рассмотренных способах пайки нагрев основного металла и расплавление припоя должны производиться при удалении с их поверхности окисной пленки и защите от дальнейшего окисления под воздействием кислорода воздуха. С этой целью при пайке применяют флюсы, газовые среды, физико-механические способы разрушения окисной пленки и самофлюсующиеся припои.
1) Флюсами называются вещества, применяемые в процессе пайки для удаления окисной пленки с поверхности металлов и защиты их от окисления.
а) Флюсы на основе соединений бора применяются при пайке всех черных и цветных металлов.
б) Флюсы на основе фтористых соединений, применяются при пайке тех металлов и сплавов, для которых боридные флюсы недостаточно активны и вследствие этого не обеспечивают удаление окисной пленки в процессе пайки.
в) Флюсы на основе хлористых соединений бора применяются главным образом при пайке алюминиевых и магниевых сплавов.
г) Флюсы на основе канифоли и др. органических соединений применяются только для низкотемпературной пайки меди и некоторых сплавов на ее основе.
Рис. 20.1. Способы удаления окисной пленки в процессе пайки.
2) Газовые среды, применяемые при пайке делятся на нейтральные, активные и вакуумные.
Нейтральной средой называется газовая атмосфера, применяемая для защиты паяемого металла и припоя от окисления в процессе пайки (аргон, гелий).
Активной средой называется газовая атмосфера, применяемая для удаления окисной пленки с паяемого металла и припоя и для защиты их от окисления в процессе пайки (водород, угарный газ). Водород применяется при пайке более ответственных конструкций.
Нейтральные и активные среды, состав которых контролируется и поддерживается постоянным в процессе пайки называются контролируемыми газовыми атмосферами.
Вакуум применяется при пайке для предупреждения окисления паяемого металла и припоя, а также для удаления с поверхности некоторых металлов окисной пленки.
3) Физико-механические способы удаления окисных пленок в процессе пайки имеет две разновидности:
а) разрушение окисных пленок механическим воздействием.
б) ультразвуком под слоем нанесенного на основной металл расплавленного припоя.
4) Самофлюсующимися называются припои, содержащие компоненты, активно реагирующие с окисной пленкой паяемого металла и припоя с образованием легкоплавких шлаков, которые растекаясь по поверхности основного металла и припоя предохраняют их от окисления.
20.2. Флюсы и их роль
Процесс взаимодействия твердого паяемого металла с расплавленным припоем активно может протекать только после удаления с поверхности паяемого металла окисной пленки, которая препятствует образованию металлических связей.
Несмотря на то, что при подготовке деталей к пайке окисная пленка с них удаляется, в атмосфере воздуха металл снова окисляется. С повышением температуры процесс окисления усиливается. Окисные пленки надежно изолируют металл, поэтому взаимодействие его с расплавленным припоем возможно лишь при условии удаления пленки окислов непосредственно в процессе пайки, что достигается многими средствами, наиболее распространенными из которых является применение флюсов.
Одновременно с удалением окисной пленки и защитой основного металла и припоя от окисления флюс должен удовлетворять еще нескольким требованиям:
1) флюс должен иметь при температуре пайки достаточную жидкотекучесть;
2) способствовать формированию шва;
3) легко удаляться после пайки;
4) остатки флюса не должны оказывать коррозионного воздействия на паяемый металл;
5) нагрев флюса не должен вызывать изменения его состава и свойств;
6) флюс должен сохранять свои флюсующие свойства в течение всего процесса пайки.
Нанесенный на соединяемые поверхности паяемых металлов и краев флюс в процессе нагрева плавится, растекается, смачивает их при некоторой температуре, вступает в химическое взаимодействие, результатом которого является удаление окисной пленки. С повышением температуры интенсивность этого взаимодействия усиливается.
20.3. Композиция флюсов.
В зависимости от физико-химических свойств паяемых металлов и припоя в качестве компонентов флюсов применяются соли, кислоты, окислы, а также вещества органического происхождения.
Флюсы могут быть как однородными веществами, например, тетра-борно-кислый натрий (обезвоженная бура)- Na2В4О7 или хлористый цинк ZnCl2, так и сложными системами, состоящими из двух и более компонентов.
20.4. Механизм флюсования.
Согласно существующим представлениям механизм взаимодействия активных компонентов флюсов в процессе пайки обычно сводится к трем основным схемам:
1) химическое взаимодействие между активным флюсующим веществом и окисной пленкой — в результате чего последняя связывается в соединения, растворимые во флюсе, образуя сравнительно легкоплавкий шлак.
2) химическое взаимодействие между активным флюсующим веществом и металлом — в результате чего происходит разрушение и постепенный отрыв окисной пленки.
3) растворение окисной пленки основного металла и припоя во флюсе.
В условиях флюсовой пайки все три схемы действия флюса могут проявляться одновременно, кроме того, на протекание этих процессов определяющее влияние оказывает состав основного металла и припоя, что нельзя не учитывать, особенно при содержании в них таких активных компонентов, как Cr, Al, B, Be.
При длительном взаимодействии, например, при печной пайке металлы могут частично растворяться во флюсах, особенно в тех случаях, когда в составе флюса имеются соли основного металла. После расплавления флюса происходит смачивание им окисленной поверхности основного металла.
При этом создаются условия для взаимодействия активных компонентов флюсов с поверхностью основного металла и припоя. Наиболее легко смачивают поверхность окисленного металла органические жидкости, что объясняется их низким поверхностным натяжением.
Соли, входящие в состав флюсов, имеют в расплавленном состоянии также сравнительное низкое поверхностное натяжение, что способствует хорошей смачиваемости ими поверхности основного металла и припоя. С повышением температуры пайки поверхностное натяжение расплавленных солей снижается, что улучшает условия смачивания.
Контрольные вопросы:
1. Для чего необходимо удалять окисную пленку при пайке?
2. Какие способы удаления окисной пленки применяются при пайке?
3. Что такое флюсы?
4. Какие газовые среды применяются при пайке?
5. Приведите классификацию физико-механических способов удаления окисной пленки?
содержание .. 19 20 21 22 23 24
Источник: https://zinref.ru/000_uchebniki/03400metalurg/001_00_Spetsialnye_sposoby_svarkiLEKTsII_Ivanova/020.htm
Способы пайки алюминиевых проводов
Несмотря на то, что в современном строительстве при производстве электротехнических работ алюминиевые кабели все чаще вытесняются медными, алюминий остается незаменимым материалом при изготовлении проводов и кабелей большого сечения.
Причины этого лежат на поверхности – удельное электрическое сопротивление алюминия больше, чем у меди примерно в полтора раза, а объемный вес меньше в три раза.
При большом сечении проводника, когда вес важнее прочности, выбор в пользу алюминия очевиден. Площадь сечения алюминиевого проводника будет больше, чем у медного в полтора раза, и при этом алюминиевый все равно будет в два раза легче медного. Для соединения проводов среди прочих методов применяют пайку.
Методы спаивания
Проблемой при использовании алюминиевых проводников является их быстрое окисление. Пленка оксида оказывает значительное препятствие прохождению электрического тока при соединениях. Для этого скрутки алюминиевых проводов пропаивают.
Паять алюминиевые провода в распределительной коробке можно, пользуясь паяльником или газовой горелкой. Применять паяльник сложнее из-за невозможности точно осуществить нагрев до необходимой температуры. А для алюминия перегрев так же неприемлем, как и недогрев.
Металл обладает большой теплопроводностью, и изоляция на большом участке от места пайки может просто оплавиться.
Газовой горелкой регулировать температуру нагрева проще, но ею долго осуществлять подготовку поверхности. Тем не менее, именно горелку нужно будет применять, если необходимо припаять какие-либо массивные детали друг к другу. В любом случае, при пайке алюминиевых проводов нужна их подготовка.
Предварительная обработка
Сложность при пайке заключается в том, что сам алюминий является очень легкоплавким материалом (660 ℃) и при неосторожном нагреве он может расплавиться.
Еще одним фактором, затрудняющим пайку алюминиевых проводов, является быстрое окисление на воздухе.
Окисная пленка на поверхности материала надежно защищает алюминий от воздействия всевозможных внешних факторов, но она же препятствует адгезии припоя с материалом, и ее нужно обязательно удалять.
Механически снять пленку оксида в обычных условиях практически невозможно. Материал моментально окисляется и покрывается новой пленкой. Можно механически удалить окисную пленку под слоем масла.
Но масло перед этим нужно прокалить до 200 ℃, чтобы удалить из него активный кислород, который может там присутствовать. Этот способ очень неудобен в домашних условиях и трудоемок.
Поэтому концы алюминиевых проводников необходимо облудить перед пайкой. Использование канифоли или большинства других флюсов не даст результата из-за высокой химической стойкости оксидной пленки. Она не растворяется даже органическими кислотами.
Чтобы облудить провода, необходимо использовать одновременно специальный флюс и механический способ.
Конечно же, делать это надо до того, как провода скручены, иначе механически очистить всю поверхность провода не удастся. Только облуженные концы можно скрутить друг с другом и спаять.
Работа паяльником
Для того чтобы запаять алюминий паяльником, существует несколько способов, суть которых заключается в том, чтобы производить очистку сразу под слоем флюса при непосредственном контакте с расплавленным припоем.
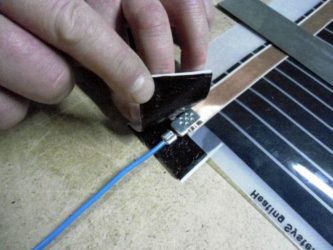
Первый способ заключается в том, что алюминиевые проводники, перед тем как припаивать, зачищают горячим облуженным паяльником, используя смесь канифоли и стальных опилок.
Опилки оказывают абразивное действие, канифоль удаляет все примеси и сразу же очищенные участки покрываются припоем, который должен быть на жале паяльника.
Второй способ предполагает зачистку алюминиевого провода об наждачную бумагу средней зернистости непосредственно под воздействием горячего паяльника с припоем и флюсом.
Газовой горелкой
Обработка газовой горелкой производится, когда детали находятся в таком положении относительно друг друга, при котором они будут эксплуатироваться. Обработка плавно переходит в сам процесс пайки.
Происходит это следующим образом:
- горелкой нагреваются поверхности алюминиевых деталей;
- по достижению температуры, при которой металл восстанавливается из оксида, пленка механически счищается;
- под воздействием пламени детали покрываются флюсом, и в зону пайки вносится припой.
Если детали толстые, то кромки их необходимо разделать под углом 45°. Обычно разогрев происходит до температуры плавления олова, когда припой растекается и заполняет желобок скрутки.
Отличия технологии при использовании флюса
Благодаря достижениям современной науки и техники, получены составы флюсов для алюминия, которые активно растворяют оксидную пленку и защищают материал от дальнейшего окисления.
Примерами таких препаратов могут служить составы с маркировкой Ф-59А и Ф-61А. Буква А означает, что эти составы предназначены для пайки алюминия.
При использовании этих флюсов пайка алюминиевых проводов значительно облегчается. Достаточно просто обработать флюсом уже готовую скрутку, даже не нагревая ее, а потом, прогрев паяльником или горелкой, наложить припой.
Он растечется по всей поверхности проводов и хорошо прилипнет, обеспечивая прочное и электропроводное паяное соединение.
Особенности пайки многожильных проводов
Многожильные провода необходимо паять только с применением специального флюса, так как механическая обработка их практически невозможна. Технология пайки отличается тем, что каждый проводок нужно сначала хорошо обработать флюсом.
Для этого пучок придется раскрутить и распушить. После обработки каждый тонкий проводок жилы покрывают припоем и скручивают жгут. После этого делают скрутку двух концов и пропаивают ее.
Можно ли соединять с медью
Нередко возникают ситуации, когда необходимо соединить алюминиевый провод с медным. Это, пожалуй, единственный случай, когда пайка не может использоваться.
Все дело в самом алюминии. Он вообще не может припаиваться к другим металлам из-за своих физических и химических свойств. При соединении с медью напрямую, между этими двумя активными металлами возникает электрохимическая коррозия, которая быстро уничтожит соединение.
А если их спаять, используя нейтральный к обоим материалам припой, то разный коэффициент температурного расширения металлов быстро разрушит спаянный контакт. Ведь при прохождении тока через проводник, он непременно будет нагреваться, а после отключения – остывать.
Техника безопасности
Техника безопасности при пайке алюминиевых проводов сводится к соблюдению общих мер предосторожности при работе с электрическими нагревательными приборами, с открытым пламенем и с агрессивными жидкостями, примером которых могут стать флюсы.
Недопустимо использование неисправных паяльников с нарушенной изоляцией, с мощностью более необходимой.
Запрещается использование горелок вблизи легковозгораемых предметов. При работе в помещениях должна быть правильно организована принудительная вентиляция.
Сложности при спаивании проводов из алюминия
Основной сложностью при спайке проводов из алюминия, как указано выше, является наличие оксидной пленки на поверхности металла. Борьба с ней сильно замедляет процесс пайки.
А если учесть, что провода из алюминия сейчас используются в основном для прокладки наружной силовой проводки, становится очевидным, что обычным паяльником и наждачной бумагой в этом случае не обойтись. Для соединения таких проводов все чаще применяется сварка.
Источник: https://svaring.com/soldering/praktika/pajka-aljuminievyh-provodov
Как спаять медь и алюминий
Пайка соединений проводов с припоем считается самым надежным методом соединения проводов и жил кабелей. Хорошо, если нужно паять только медные провода, которые легко облуживаются припоем. Не зря в электронике все вывода элементов медные, луженые.
Пайка алюминия в домашних условиях
После того как цельные провода и многожильные жилы кабелей облудят, их довольно легко соединять пайкой. А как паять алюминий оловом, если припой отторгается окисью алюминия. Как известно алюминий покрыт тонким слоем окиси, которая мгновенно образуется на алюминии при контакте с кислородом. Чтобы припой хорошо держался на алюминиевом проводе нужно снять окись алюминия, а затем лудить.
Для этой цели в качестве флюса существуют: паяльная кислота, специальные флюсы для алюминия, смесь канифоли с ацетоном. Все эти плюсы разрушают или затрудняют образование пленки окиси на алюминии. После применения данного типа флюса процесс лужение алюминия упрощается.
Необходимые инструменты для пайки алюминия оловом являются: электрический паяльник, острый нож, плоскогубцы для скрутки проводов, мелкий напильник для подготовки жала паяльника. Из материалов потребуется: припой ПОС 61 или ПОС 50, флюс для пайки алюминия Ф-64 или аналогичный, губка.
Пайка алюминия оловом и флюсом Ф 64
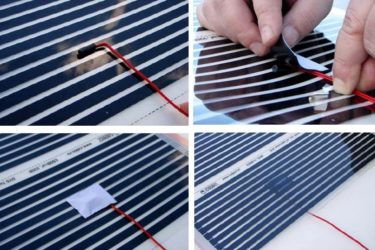
Флюс Ф 64 предназначен для пайки алюминия. Методика пайки не сложна. В первую очередь нужно снять изоляцию с проводов на 5 см. Изоляция снимается острым ножом под углом к проводу, чтобы не надрезать его. Надрезанный алюминий легко обламывается.
Инструменты и материалы для пайки алюминиевого провода
Далее нужно хорошо зачистить провод мелкой наждачной бумагой или острым ножом. Зачистив провод, его смачивают кисточкой с плюсом и острым ножом продолжают зачищать провод, но уже под флюсом. Таким образом снимают пленку окиси алюминиевого провода, не давая вновь окисляться на воздухе. Далее разогретым паяльником с припоем начинают лужение провода с его конца.
Если начать облуживать провод около изоляции, тогда можно ее подпалить. В этом случае потеряются изоляционные свойства провода. Провод облуживают паяльником, движениями вперед-назад, одновременно снимается окисная пленка с алюминия. Облудить провод ровно сразу не получится. Поэтому на не облуженные участки провода снова наносят флюс и горячим паяльником с припоем и движениями вперед-назад снимают участки оставшейся окисной пленки и обслуживают.
Таким образом покрывают припоем алюминиевый провод полностью. После лужения алюминиевый провод окунают в раствор соды (5 ст. л. на 200 гр. воды) и зубной щеткой смывают остатки флюса. В состав флюса входят активные кислоты, которые не только разъедают пленку, но и сам провод. Поэтому остатки флюса нужно смыть. Смыть его полностью не получится, так как он частично остаётся под припоем и въедается в провод.
Но хоть частично его нужно смывать. Медный провод не обслуживают флюсом Ф 64, лучше использовать раствор канифоли и спирта (50% на 50%). Кисточкой наносят жидкую канифоль на медный провод (предварительно зачистив его) и горячим паяльником обслуживают провод, начиная с конца. Жало паяльника должно быть ровным и чистым. Раковины на конце жала паяльника убирают мелким напильником.
А остатки сгоревшего припоя (шлака) вытирают губкой или тряпкой. Как только алюминиевый и медный провода облуженны, их скручивают пассатижами, кисточкой наносят жидкую канифоль и спаивают соединение, начиная также с конца. Если соединить алюминий без лужения припоем, то это соединение может нарушиться со временем. Соединение алюминия с медью представляет собой гальваническую пару, и при прохождении через него тока нагревает и разрушает соединение.
Таблица температурных режимов марок припоя
В результате место скрутки сильно нагревается и обугливается, что повышает пожароопасность. Оловянный припой нейтрален к алюминию, поэтому алюминиевые провода перед соединением с медью нужно лудить. Для пайки алюминиевых проводов хорошо подходят припой ПОС 61 и ПОС 50 с низкой температурой плавления 190 — 210С.
Пайка алюминия с медью оловом и канифолью
Пайка электрических проводов с помощью паяльной кислоты запрещена в ПУЭ. Это связано с тем, что эта кислота полностью не сгорает при пайке. В результате место соединения проводов со временем разъедается кислотой, образуются окиси, которые нагреваются при прохождении тока и могут вызвать возгорание изоляции. К таким кислотно содержащим флюсам относятся специальные флюсы для пайки алюминия, в том числе и Ф 64.
Так как же паять алюминий с медью, чтобы соединение было качественным и долговечным. По сложности метод лужения алюминия оловом и канифолью даже легче, чем лужение алюминия флюсом Ф 64. Но качество и надежность при лужении в канифоли будет высоким. При лужении алюминия в канифоли нужно сделать или подобрать низкую ванночку для жидкой канифоли (канифоль 60% и спирт 40%).
Флюсы для пайки алюминия
Заполняют ванночку жидкой канифолью так, чтобы провод утопал в ней с изоляцией на 5-10 мм. Очищенный от изоляции провод кладут в канифоль и острым ножом (удобно скальпелем) снимают плёнку окиси с алюминиевого провода, не вынимая его из ванночки. То есть под канифолью защищают провод по всей его длине со всех сторон. Под канифолью пленка на очищенных местах алюминиевого провода не образуется, так как нет соприкосновении с кислородом.
Источник: https://mytooling.ru/instrumenty/kak-spajat-med-i-aljuminij